サンドプリント
サンドプリンター
不可能を可能に変えていく、砂で切り開く新たな可能性
サンドプリンターだからこそ可能にする不燃立体物の作成
不燃装飾は、通常、石膏やコンクリートで作られ、必ず原型や型を作らなければなりません。
ですが、サンドプリンターを使用することで、直接不燃立体物を造形することが可能になります。
もちろん鋳造用にも使用できます。短納期でかつ高密度な形状もご相談ください。
サンドプリントへの取り組み

実際のプリント品を撮影した画像
2022年6月。弊社は事業再構築補助金を利用し、鋳造用として製造された砂の3Dプリンターを導入するに至りました。
約7年前から「NEDO(国立研究開発法人新エネルギー・産業技術総合開発機構)」の取り組みのひとつとして鋳造用砂型プリンター(サンドプリンター)の存在は知っていたのですが、主材料である砂の価格が安くてもプリンター購入費やその後の維持費用は高額で、安易な思いで試しに作ってみようとは出来ない代物でした。
現在の3Dプリント市場には多種多様な造形手法が存在しておりますが、弊社が今まで採用してきた材料を熱で溶かしながら押し出し断面線を描いて積層する方法や、レーザーの照射やモニターを用い紫外線で材料を固める方法よりも、サンドプリンターが採用しているバインダージェット方式は造型スピードが格段に早いのです。
そして何よりも、出来上がった砂の製品は粒の集合体のため多孔質となり、そこには砂でありながら透明感とも言えるような一種独特の風合いや特別な魅力が宿っているかの様に感じました。その仕上がりから私たちは、これは金属の製品を形作るための縁の下の力持ちだけの価値では非常にもったいないことだと考えサンドプリンターの購入に踏み切り、砂で出来た造形品の製作にチャレンジすることにしました。このような取り組みは日本ではもちろん、世界でも類を見ない未だどこにも取り組まれていない手法です。
私たちは砂で出来た「立体造形物や建築用壁材」を提供する企業として世界に先駆けて展開していきたいと考えています。
「NEDO(国立研究開発法人新エネルギー・産業技術総合開発機構)」は、リスクの高い革新的な技術の開発や実証を行い、成果の社会実装を促進する「イノベーション・アクセラレーター」として社会課題の解決を目指し、持続可能な社会の実現に必要な技術開発の推進を通じてイノベーションを創出する国立研究開発法人です。
- バインダージェッティング
- 断面形状に合わせて樹脂を噴射し造形を行う『バインダージェッティング』により砂を主材とした3Dプリンターを使用しています。バインダージェッティングは、高レベルな精度で複雑な造形を作成することができます。
プリンターは3Dデザインを認識した後、高精度のノズルで0.3㎜ごとに断面形状を重ねて印刷します。バインダージェッティングは高温を必要とせず、室温で急速に凝固するフラン樹脂を使用しています。-

- 鋳物用砂型と鋳造品
-
- 【再生可能な資源】
- プリントに使用するフラン樹脂は、サトウキビ、トウモロコシの皮、もみ殻等、植物の再生可能な有機資源を原料とするバイオマスプラスチックから作られた樹脂です。
- 【持続可能性】
- 持続可能性は立体造形物を製作する上で考慮すべき重要な要素であり、海外原料は使用せず地域の供給源から砂を調達することで二酸化炭素排出量を最小限に抑えることに貢献しています。
3Dプリント製品は高価だと考えられていますが、バインダージェッティングは、余分な材料を再利用して無駄を最小限に抑えるため、他のプロセスよりも最大40%経済的です。
他の3Dプリント技術のように、生産プロセスで材料を燃やしたり溶かしたりせず、低エネルギー生産を可能にするバインダーベースのプロセスを採用しています。
完成予想CG

実際の出力

出力されたプリント品の拡大画像
その他の完成予想CG画は以下のリンクからご覧いただけます。
完成予想CG画はこちら - 【不燃性】
- サンドプリント製品は不燃性認定を受けるためのテストをしており、準不燃基準はほぼクリアできる性能を発揮しています。
そのため2次曲面はもちろん、3次曲面などの特殊な建築物を作成する建築材料として使用することも可能です。


- 具体的には、発熱性試験で
上記及び、ガス有害性試験に合格することが求められます。
- 加熱開始後20分間の総発熱量が8MJ ⁄ m²以下であること
- 加熱開始後20分間、最高発熱速度が10秒以上継続して200kW ⁄ m²を越えないこと
- 加熱開始後20分間、防火上有害な裏面までの貫通する亀裂及び穴がないこと
※準不燃材料は加熱時間が10分、難燃材料は加熱時間が5分の場合に上記条件を満たした材料となります。
- 不燃材料の使用が求められる部分
- 防火地域、準防火地域、22条区域の簡易な構造の建築物で床面積が3000m²以内のものの延焼のおそれのある部分では、不燃材料あるいは準不燃材料しか使用が認められていません。もちろん、他の膜材料が使用出来る場所でも不燃材料は使用出来ます。
プリント時の注意点と簡単お見積もり
以下のコンテンツでは、弊社にサンドプリントを実際のご注文いただく際の注意点・仕上がりまでの留意点などについて、またそれを踏まえ、フォームにサイズを入力していただきご希望製品の目安価格をご確認いただける「簡単お見積もりフォーム」をご用意いたしました。

プリント時の注意点
- 3Dプリント品の作成を検討されている方へ
- 実際の製品出力におけるプリント品の方向やそれに伴う表面上の特徴などについてご説明いたします。
- 実際のプリントでは、下から上に層を積み上げるようにプリントが行われます。それによって、仕上がったプリント品の表面には地層断面などにみられる積層痕が現れることがあります。
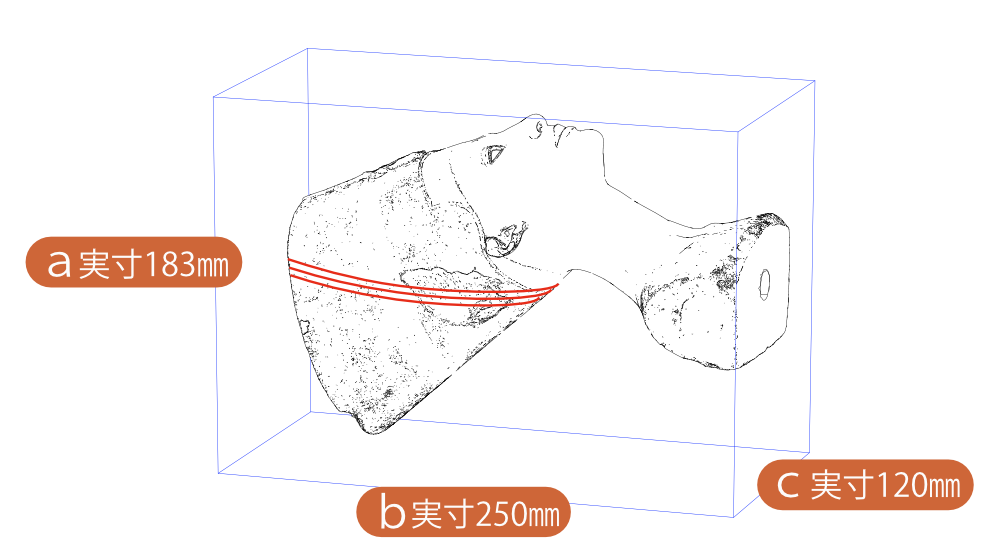
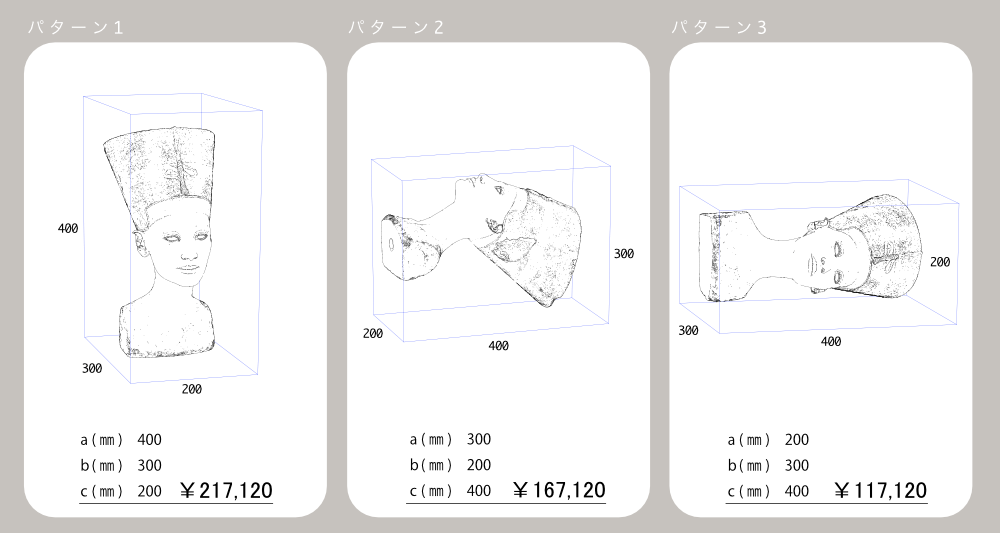
- 例えば、上記画像にあるネフェルティティ像を仰向きにプリントした場合、積層痕は写真下図のようになります。
-

- 横向きにプリントした場合、像の顔方向は違いますが積層痕は下図写真のようになります。
-
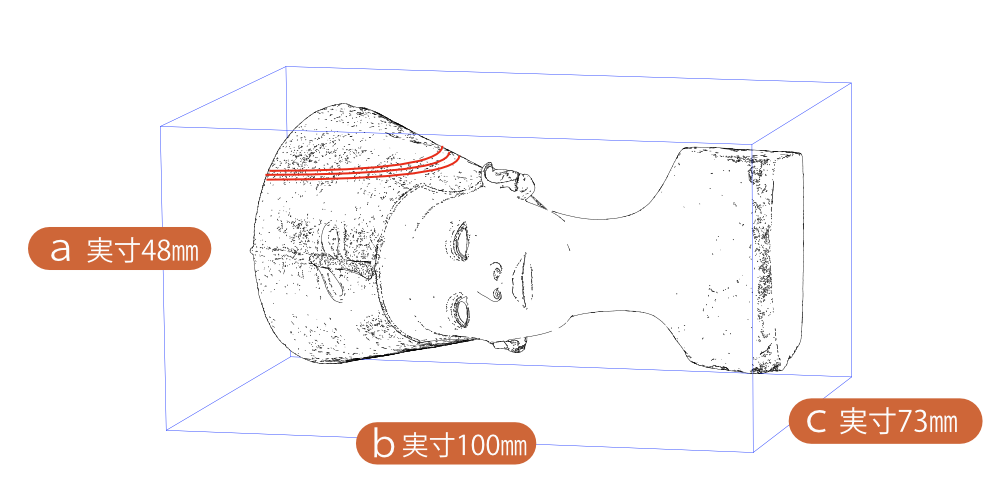

- 上記画像で示すように、プリント方向によって表面の積層痕の形状が異なります。
- 立ててプリントした方がきれいになり、勾配が緩やかな箇所は積層痕が目立つ傾向があります。
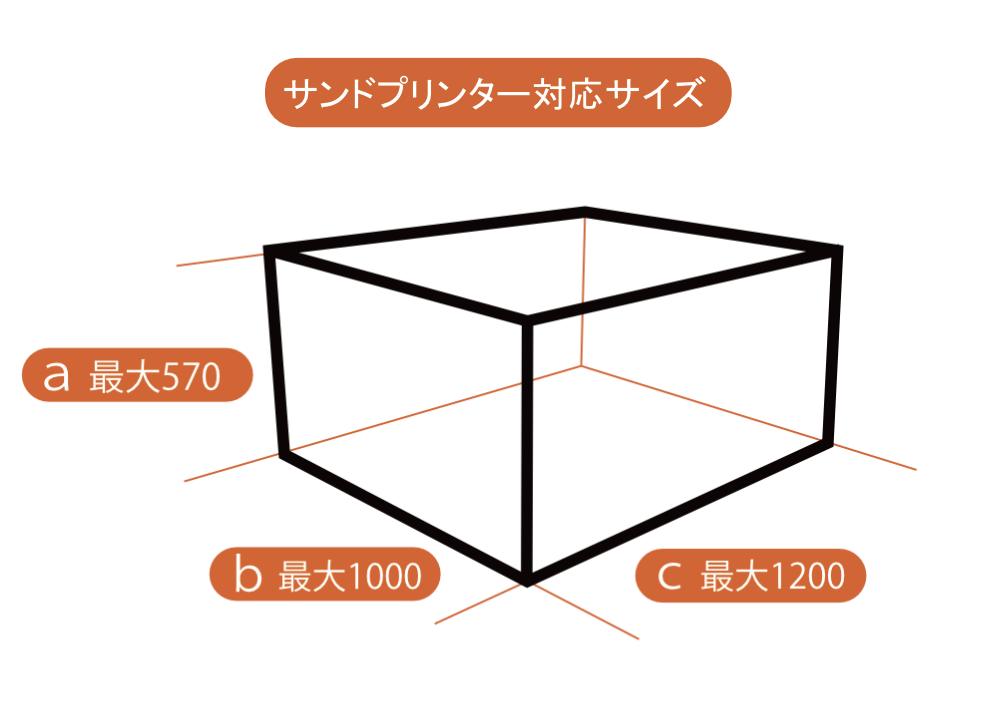
- プリント可能な高さ(辺:a)は最大570㎜です。570㎜を超えるものは570㎜ごとに分割で出力いたします。
- 当社の3Dプリント専門の担当スタッフが最良の方法でお客様のご期待にお応えいたしますのでお気軽に問い合わせください。
サンドプリント簡単お見積もり
- お見積もり時の注意事項 -
- 上記簡単見積もりフォームで算出される価格はプリント費のみの価格となります。
プリント費は可能な限りこのお見積もり金額で対応できるよう心がけておりますが、実際のお支払い時にはこれ以外に、3Dデータ制作費・方案データ制作費・強化樹脂含侵費用・塗装費・梱包費用・運送費用・諸経費10%がかかる場合があります。(一般的な案件の例)
- 薄い形状で広い面積になった場合、プリント本体が割れ易くなる可能性があります。例えば1200×1000であれば40~50ミリ程度、1200×500であれば20~30ミリ程度が適切な厚みになります。
- 同じ形状の物でも立てて入力した方が金額が高くなります。見積もりフォーム画像「a」の高さ方向の数値によって金額が左右します。(下図参照)
- プリント後の製品の重量は体積の1.5倍程になります。(通常、水10センチ立方の場合1㎏。この場合10センチ立法無垢で1.5㎏。)
- サンドプリント製品を通常の鋳型や中子として使用する場合、砂の表面を溶湯の熱から保護し、鋳肌の改善や焼き付きを防止する目的で鋳型表面に塗型剤を塗布します。処理されたプリント品は鋳型として使用した後、破壊できるようになっています。そのため、砂のプリント品を鋳型として使用せず「オブジェや建築用立体壁面材料」として使う場合には、強度確保のために何らかの樹脂を塗布含侵する必要があります。
保護するための樹脂には、単純に強度を上げるもの、不燃性能を高めるものなど、いくつかの種類があります。お客様のご希望の用途に合わせてお問い合わせください。(昨今のプリント品の場合、本体重量の2割程度の量の樹脂を含侵させています) - また、フラン樹脂はプリント直後は濃い緑色ですが、経年と共に明るい茶色、砂の色に戻ってきます。その変わっていく姿を楽しんでいただくのもよいですが、何か色を塗る事をお勧めします。
サンドプリンター仕様表
- プリント方式
- バインダー噴射コールドコア
- 最大成型サイズ
- 1200 × 1000 × 600(単位:㎜)
- プリントスピード
- 18秒 ⁄ 1層あたり
- 成型効率
- 120ℓ⁄ h
- プリントの精度
- ±0.3㎜
- 成形の厚さ
- 0.3〜0.5㎜調整可能
- 最小成形大きさ
- 2.5㎜(部分的)
- 引っ張りの強さ
- 0.8〜2.0㎫、最大2.5㎫(砂に関連)
- 砂型の透過性
- ≥200(砂の粒径に関連)
- 成形材料
- 珪砂および非珪砂を使用できます。
(石灰砂、CB砂、セラミック、砂、セラムサイト砂など) - 鋳造品質
-
- ・鋳造部品の表面の粗さ
- Ra12.5(鋳物のグレードと生砂の粒子サイズによる)
- ・鋳造部品の寸法精度
- CT8-9(組み立て精度、収縮などの影響を受けます)